1. Plastik Enjeksiyon Kalıpçılığında Neden Kullanılır?
Plastik parçaların tasarımları karmaşıklaştıkça, kalıpların içine dairesel kesicilerle (freze uçları) girilemeyecek kadar dar ve keskin bölgeler oluşur.
Keskin İç Köşeler: Freze bıçakları döner uçlu olduğu için her zaman bir radyüs (yuvarlaklık) bırakır. Dalma erezyon ile $90^\circ$ keskinlikte iç köşeler elde edilebilir.
Derin ve Dar Kanallar: Kalıp üzerindeki derin feder (kaburga) kanallarını CNC freze ile açmak, takımın kırılma riski ve esnemesi nedeniyle çok zordur. Dalma erezyon bu kanalları yüksek hassasiyetle “yakar”.
Sertleşmiş Çelik İşleme: Kalıp çekirdekleri genellikle ısıl işlem görmüş (50-60 HRC) sert çeliklerdir. Dalma erezyon, malzemenin sertliğinden bağımsız olarak sadece iletkenliğine bakarak işleme yapar.
2. Kalıp Yüzeyinde “Erezyon Dokusu” (VDI)
Plastik enjeksiyon sektöründe dalma erezyonun en büyük avantajlarından biri, parça yüzeyine verilen dokudur.
VDI Standartları: Kalıp yüzeyinde kumlanmış gibi duran, homojen ve pürüzlü yüzeyler (VDI 24, VDI 30 vb.) doğrudan erezyon parametreleri ile ayarlanır.
Parlatma Kolaylığı: Erezyon sonrası yüzeyde oluşan mikroskobik çukurlar, sonraki aşamada yapılacak olan manuel polisaj (parlatma) işlemini hızlandırır veya bazen doğrudan bu doku parça üzerinde dekoratif amaçla kullanılır.
3. Elektrot Seçimi: Bakır mı, Grafit mi?
Plastik kalıpçılığında hangi elektrotun seçileceği, hedeflenen hıza ve yüzey kalitesine göre değişir:
| Özellik | Bakır Elektrot | Grafit Elektrot |
| Yüzey Kalitesi | Çok yüksek (Ayna parlatma öncesi ideal) | Orta / Mat |
| Hız | Daha yavaş | Çok hızlı (Kaba boşaltmada üstün) |
| Aşınma | Grafit’e göre daha hızlı aşınır | Köşe koruma özelliği daha iyidir |
| İşleme | CNC tornada/frezede kolay işlenir | İşlenirken çok toz çıkarır, özel vakum gerektirir |
4. CNC Dalma Erezyon Süreci
Modern kalıphanelerde süreç şu şekilde işler:
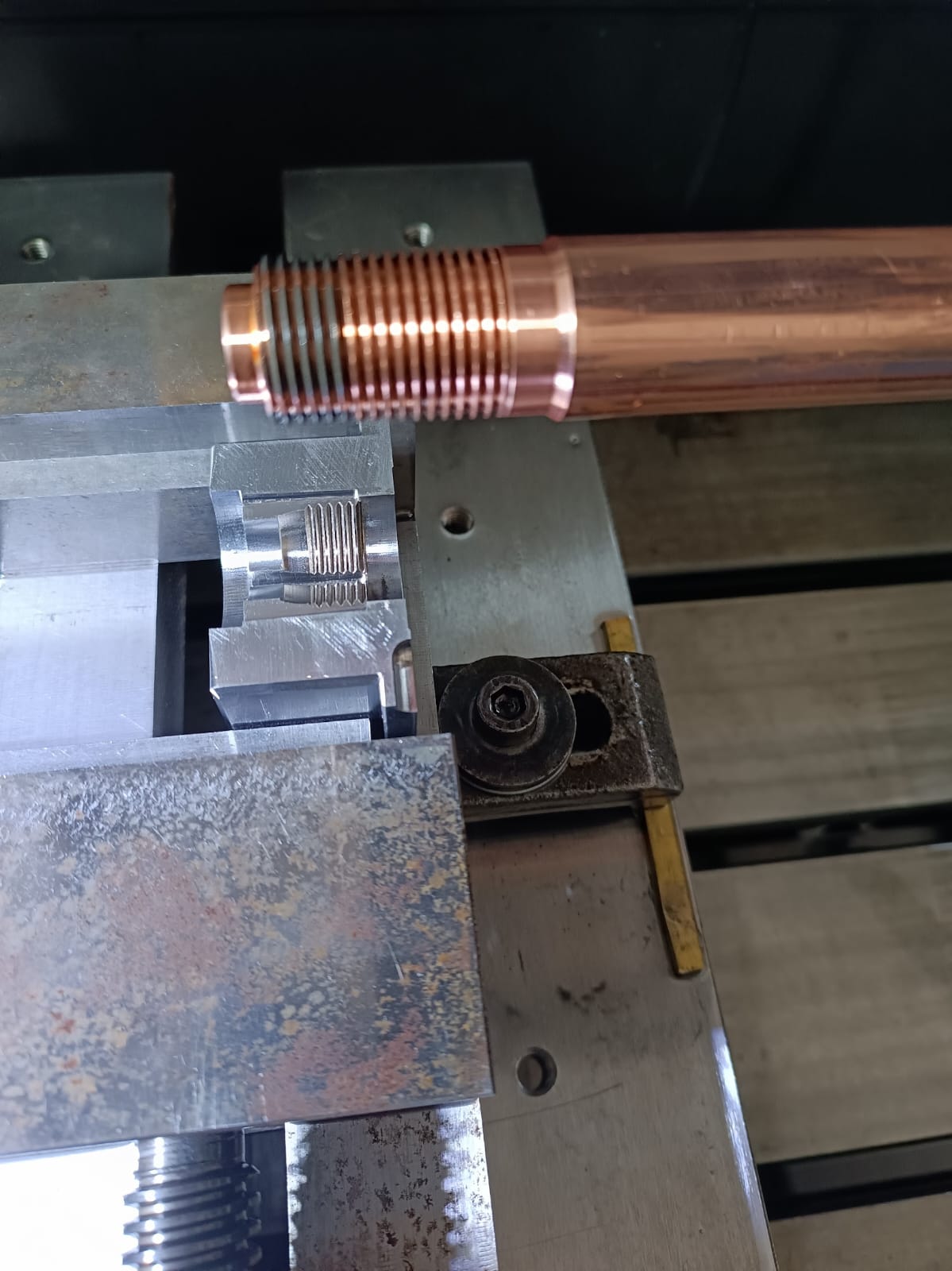
Tasarım: Kalıbın işlenemeyen bölgeleri için CAD ortamında elektrot tasarımları yapılır.
Elektrot İmalatı: Bakır veya grafit bloklar CNC makinelerinde işlenerek elektrot haline getirilir.
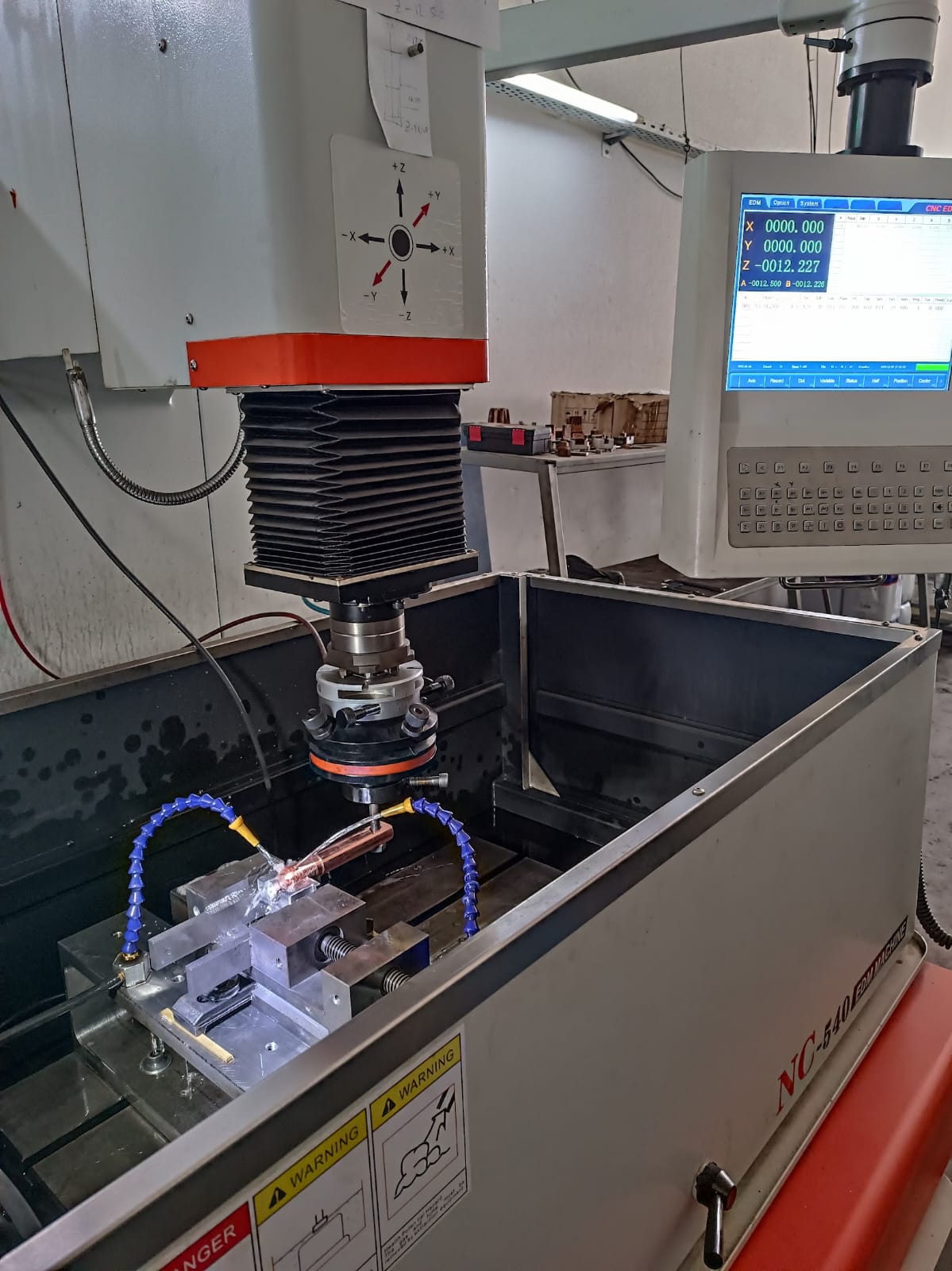
Hizalama: İş parçası (kalıp çekirdeği) ve elektrot CNC dalma erezyon tezgahına bağlanır.
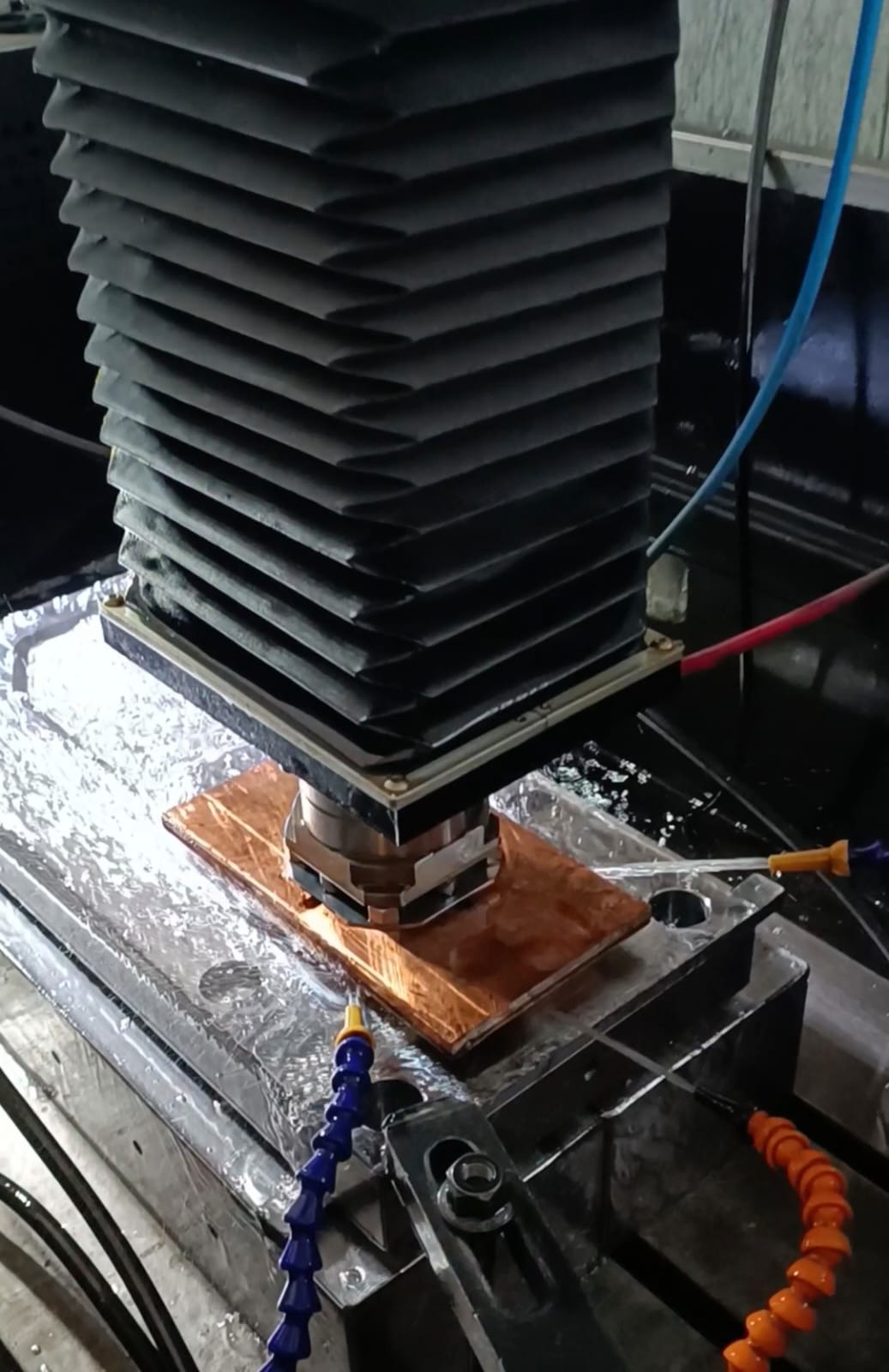
Kıvılcım Erozyonu: Tezgah, elektrotu yavaşça daldırarak kıvılcımlarla metali buharlaştırır.
5. Kritik Avantaj: Hassasiyet
CNC kontrollü modern makineler, $\pm 0.005$ mm gibi çok düşük toleranslarla çalışabilir. Bu, özellikle birbirine geçmesi gereken çok parçalı plastik kalıplarında (multi-cavity) parçaların hatasız birleşmesini sağlar.
{kind=link}
{kind=link}
{kind=link}
{kind=link}